Introduction:
Research for the Newall Electronics pages began in the Autumn of 2015, and they were last updated in January 2025. If you are aware of any errors, or would like to add further details or personal memories, please email mike@newall.org.uk.
Important Note. Please be aware that we are unable to provide Service Manuals, Operating Instructions, Assembly Drawings or Electrical/Hydraulic/Pneumatic Schematics for any of the machines and instruments manufactured by the Newall Group; we simply do not have access to them. We are unable to help with the repair, refurbishment or operation of any of the products. All the data that we hold is available for free download from the “References” pages that can be found within the relevant sections on the Companies/Divisions tab.
Factories & Operations:
Jim Phillips was the designer who was to lead the move into electronics for the company. He joined Newall from EMI in 1963/64, initially working from the OMT factory in Maidenhead. His role was to advise the company on electronic systems, the intention being that the company would buy in systems from other manufacturers. It was not planned that the company would manufacture systems themselves.
Over the next few years, it became apparent that the products available did not provide that resolution and accuracy required by the Newall Jig Borer machines and OMT rotary tables, and the decision was made to develop their own readouts based on the OMT linear and rotary grating systems.
Thus the electronics department at Newall was formed to develop a multi-axis display to provide an accurate measuring system for the company’s range of jig-borers. These readout systems used a transducer based on the ‘moire fringe’ principle producing a cyclic analogue signal where one cycle represented a movement of one line on the scale – 1000 lines/inch (and 100 lines/mm) scales. The electronics sub-divided this movement by 10, giving a resolution of 0.0001 inch (and 0.001 mm).
The first readout systems were developed using ‘state of the art’ DTL (diode transistor logic) integrated circuits, where a single decade counter required a printed circuit board measuring some 9″x4″. Each axis had up to 8 counter boards, which, together with the analogue circuits and a mother board and power supply, resulted in a substantial piece of electronics. The electronic assemblies, were enclosed in cases intended for use on machine tools in a factory environment- as a result, the early 3 axis ‘Mk I’ systems were substantial, and required the ‘heavy gang’ to be called upon to fit the unit to a machine! [An example of a two axis ‘Mk I’ system is shown next to the rotary table in the header picture above.]
The ‘Mk II’ was designed around TTL (transistor transistor logic) integrated circuits, and soon replaced the ‘Mk I’ model. A significant reduction in case size and weight was achieved with this change.

Early Digipac
A further development was to see the use of an Inductosyn tape scale sourced from Farrand Controls, USA, instead of glass gratings. These had the significant advantage of being suitable for retrofitting to existing machines without the need for major re-conditioning that would be required to use glass gratings.
The electronics department was initially based at the No.2 Factory in Shrewsbury Avenue, but a need for more space resulted (during 1970) in a move to No.3 Factory in Padholme Road.

Christmas lunch in the No. 3 factory canteen 1970. No alcohol – see how well everyone is behaving!
In c1975, the department was incorporated as a limited company – Newall Electronics Ltd. – a wholly owned subsidiary of Newall Engineering. This coincided with a move from Padholme Road to a new unit in Ivatt Way, Westwood, Peterborough.
A new linear transducer (Spherosyn) was developed in c1977-79. The new device had an advantage over other transducers for being less prone to failure in the harsh machine tool environment. The system was awarded a Design Council award for innovation in 1979. Later developments of the Spherosyn system are still available from Newall Measurement Systems Ltd.

L-R: Curt David, Jim Phillips, Alan Bew, Mike Rogers.

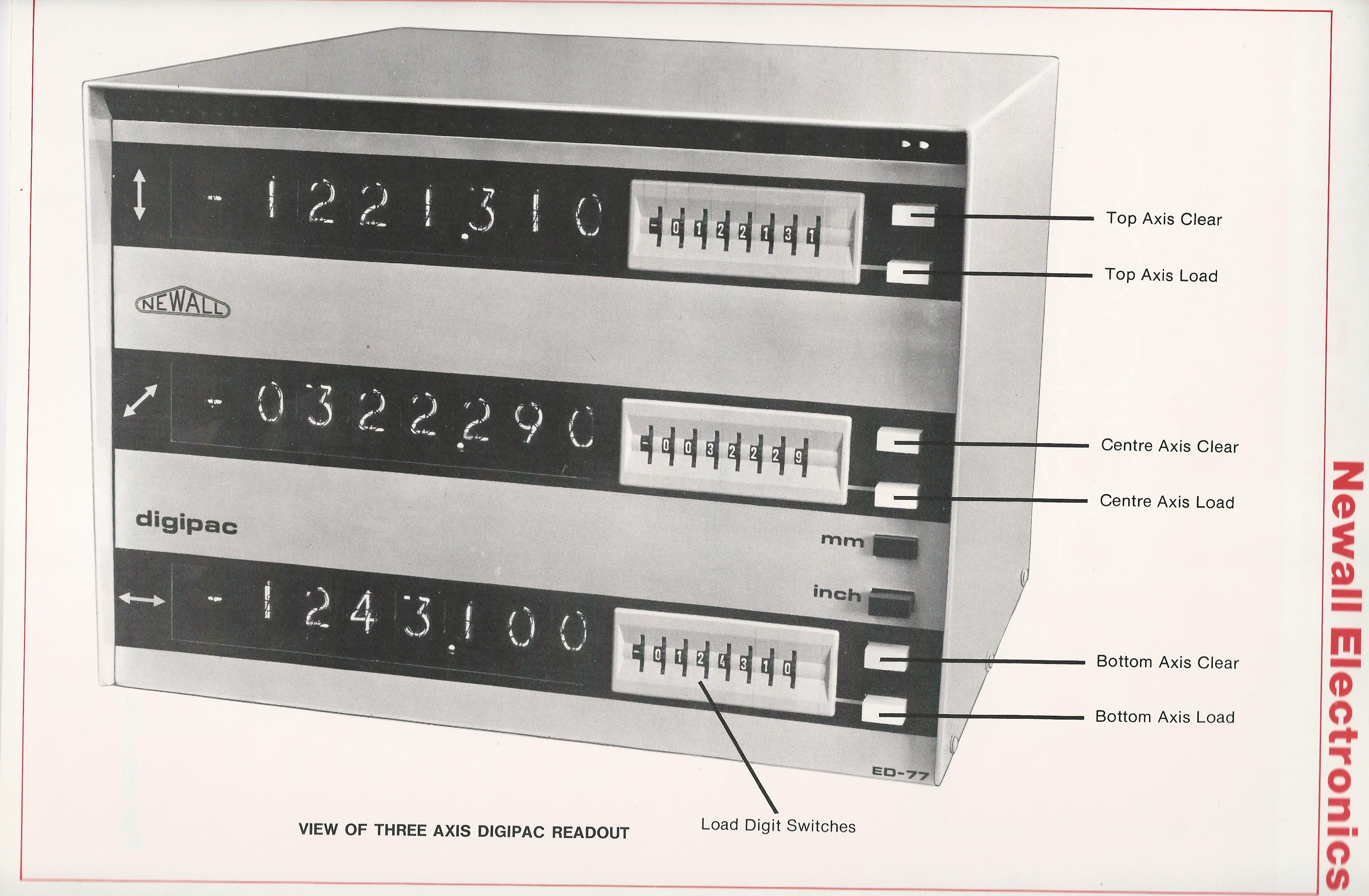
In addition to transducer development, the readout units themselves were significantly improved, so what would have been the Mk IV was rebranded as the first of the DIGIPAC family. The first model was available in single, dual or three-axis versions, still using “Nixie” tubes as the display and thumbwheel switches for data input. The second iteration, Digipac 2 was available as a single-axis unit only (to reduce manufacturing costs), stackable as required into multi-axis configurations. These used LED 7-segment displays for the first time. Later versions (all the way up to Digipac 5) used progressively more advanced electronics and featured keypad data entry.
3-Axis Digipac cabinet
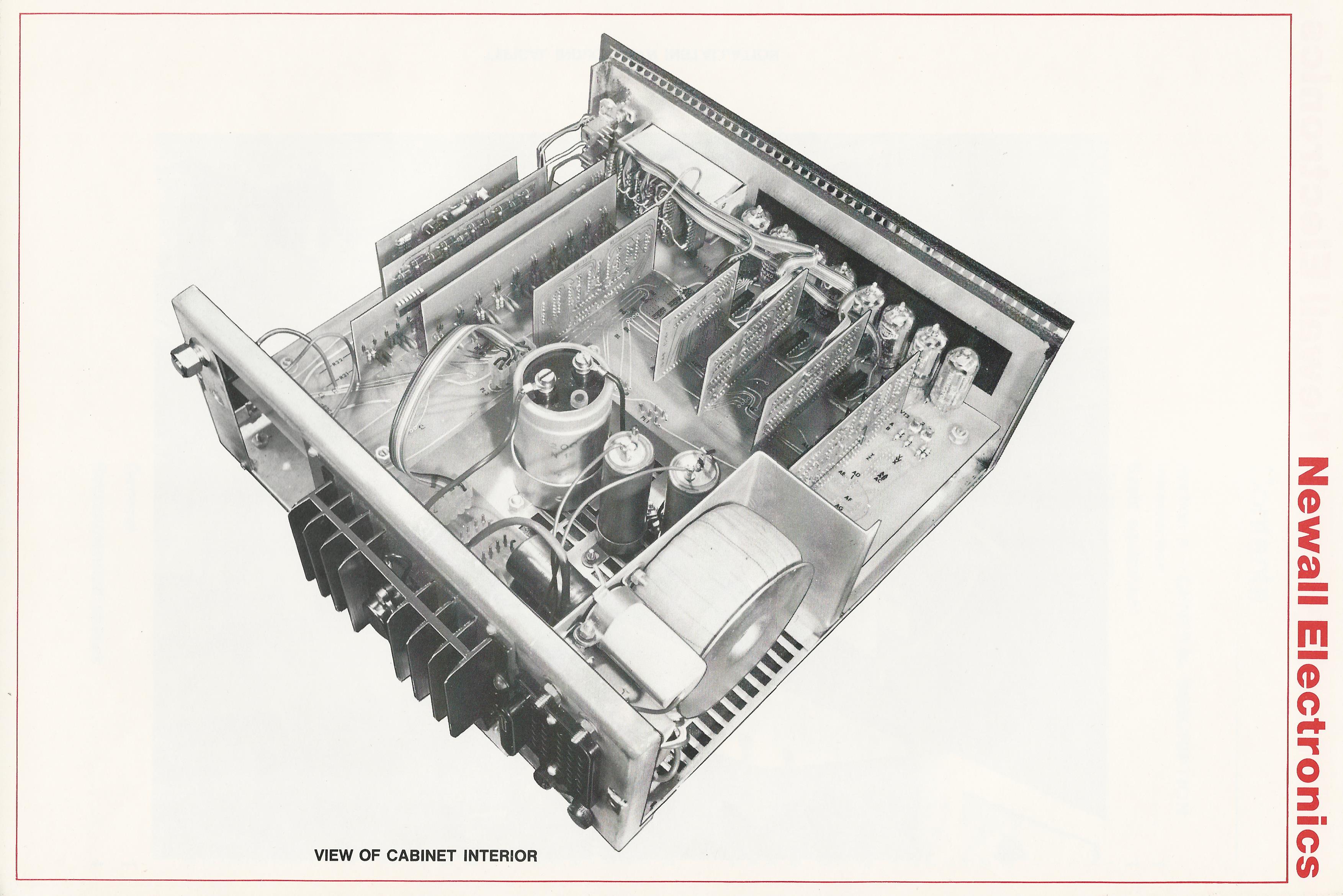
Digipac Cabinet Interior
In 1989?, Newall Electronics was merged with J M Clarke (Electrical Engineers) Ltd (another B.Elliot company), and moved to their premises in Leicester, trading as Newall Measurement Systems Ltd. More recently (January 2025) they appear to be trading under the Sensata Technologies group umbrella. Although they still use the Newall name for some of their products, it is unclear whether any manufacturing still takes place in Leicester.
You can find a selection of Digipac documents on our References page.
Although digital readout display units and associated measuring systems, particularly the award-winning Spherosyn transducer, were the main focus of development and manufacturing resources, the electronics division also developed a number of machine control systems.
Control for Co-ordinate Inspection Machine:
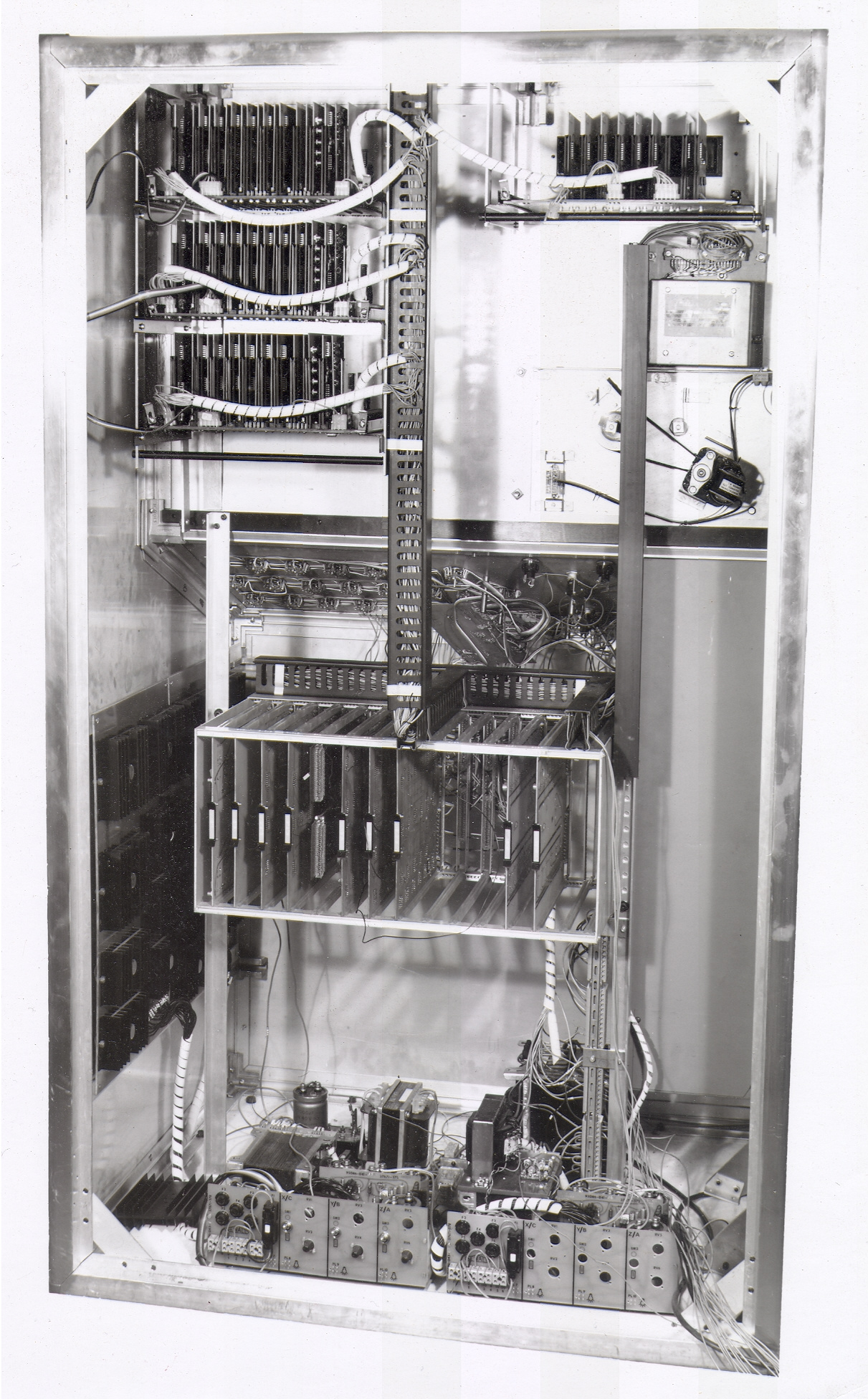
Back in the early 1970’s, Newall Electronics produced a control system for a 3-axis co-ordinate measuring machine at the Royal Aircraft Establishment (RAE) Wind Tunnel Site, Bedford. The system was a one-off, and based upon the innards of three axes of Mk III readouts, as seen in these two photos. The internal layout and wiring looks a bit Heath-Robinson by modern standards, but in its day this was cutting-edge stuff!

RAE control system 1
RAE control system 2
The machine was used to measure the profile of many of the development model wings and other components for Concorde that were being wind-tunnel tested at the time. Data could be entered manually on the three sets of rotary dials, or automatically from punched paper tape. The machine consisted of a gantry arrangement (X and Y axes), mounted above a large granite surface plate supporting the model, and carried a sensitive contact-probe that could be lowered and raised automatically (Z-axis).
In operation, the X and Y axes were positioned first, then the probe was lowered until it contacted the model. At this point the difference between the measured Z-axis value and the theoretical value was calculated and displayed (delta-Z) and the probe then retracted ready for repositioning to the next coordinates. Measurement results were printed out on an attached teleprinter, which could also be used to prepare the punched paper tape for controlling the sequence of measurements.
The probe described above (one of the first they ever produced) was a unique and ingenious design from a start-up venture, later to become the company Renishaw, and it used an arrangement of steel balls in contact with one another, with that mutual contact being broken by the slightest movement of the probe tip in any direction. Renishaw went on to become a major global supplier of inspection probes and many other sophisticated measuring systems, employing over 4,000 staff in 35 countries (in February 2018). It is interesting to note that the opening paragraph on the Heritage Page of their website refers to an application that sounds very much like this one, and may, indeed, be referring to the same inspection machine. It is also intriguing to discover that roughly 20 years later, Renishaw had the same owners (B.Elliott) as the remaining parts of the Newall group of companies.
Controls for Machine Tools:
The company then went on to design and develop a generic numerical control system for machine tools that would provide point-to-point positioning of rotary and linear axes. Data was input manually from decade switches or automatically from punched paper tape. In fact, the linear version never saw the light of day but several single-axis systems were produced for rotary tables from OMT (see here on our OMT Products page 1) and Eimeldingen. The control system was designed to use optical diffraction gratings (both linear and rotary), and was a completely new, self-contained design, unlike the RAE system described in the previous paragraph, which made extensive use of the company’s standard digital readout sub-systems.
We haven’t been able to unearth any published literature regarding these systems, but the author recently discovered the following item lurking at the back of a cupboard in a barn. It had lain there for at least 43 years, which accounts for the rust on the transformer cores. This is a 4-channel, rack-mounted, digital input module for 110V AC signals, that was designed for those numerical control systems. This item was designed, built and tested by the author in the 1970’s. As can be seen from the photo, this was designed in an era before Computer Aided Design and CNC photoplotting had even been thought of. This was done the hard way, with crepe tape stuck onto transparent drawing masters prior to conventional photography. For the creation of single-sided artworks we used black crepe tape. When working with double-sided PCB’s (Printed Circuit Boards) we used red and blue translucent tapes, with red for one side and blue for the other. Two sets of photographs were then obtained from the same master by photographing through red and blue filters respectively. Anything in black (such as plated-through holes for interconnections between the front and reverse planes) would appear on both artworks. On this PCB the connector at the left is for the field wiring, and the board plugged into a backplane at the right. The row of neon indicator lights adjacent to the field wiring connector allowed the status of the input signals to be seen at a glance. The control used a similar-sized module for digital outputs that used triacs to switch the 110V AC signals.
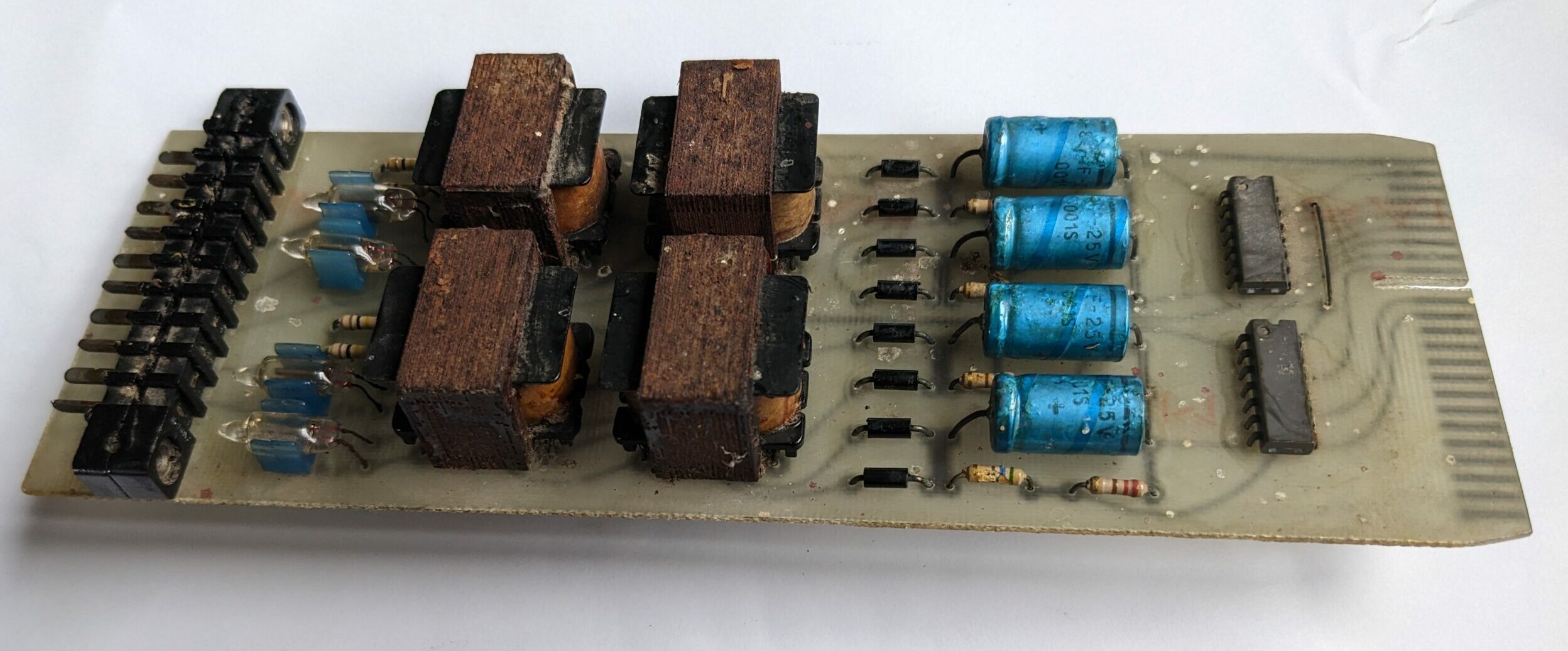
4-channel 110V Input Module
Towards the end of the 1970’s, another general purpose numerical control system was produced under the name Autopac (hoping to take advantage of the well-established Digipac brand name), and it was a “bolt-on goodie” for the Digipac readout systems, intended to add an automatic 2-axis positioning capability to machines already fitted (or about to be fitted) with the Newall readout system. Position feedback data was obtained from the Digipac, and demanded position data was input from decade switches but stored in the control system’s semiconductor memory for repeated use. [For the technically-minded, these semiconductors were Toshiba EAROM (Electrically-Alterable Read-Only Memory) chips with tri-state outputs; quite sophisticated devices at that time]. Intended mainly for retrofitting to basic drilling and milling machines, the control system had no integral servo control but merely provided a number of switched relay outputs, intended to control the existing machine tool axis motors. A few systems were produced and some did achieve remarkably good performance, but each application required considerable engineering effort and a successful integration was not always achieved. It was intended to manufacture a variant of this system for the range of simple robots being developed by Newtool in the run-up to the 1980 machine tool exhibition in Birmingham, but that project was unceremoniously dumped by the robust (some would say ruthless) B. Elliott management team.
Control for Camshaft Checking Machine:
Inspired by the dream of hitherto unheard-of computing power promised by the minicomputers that had recently come onto the market at affordable prices, Newall Electronics embarked on an ambitious development to produce an automatic camshaft checking machine. The chosen 16-bit minicomputer was the LSi-2/20 from Computer Automation Inc, an extremely bulky affair with just a few front-panel indicator lights and keypads for output and input functions.
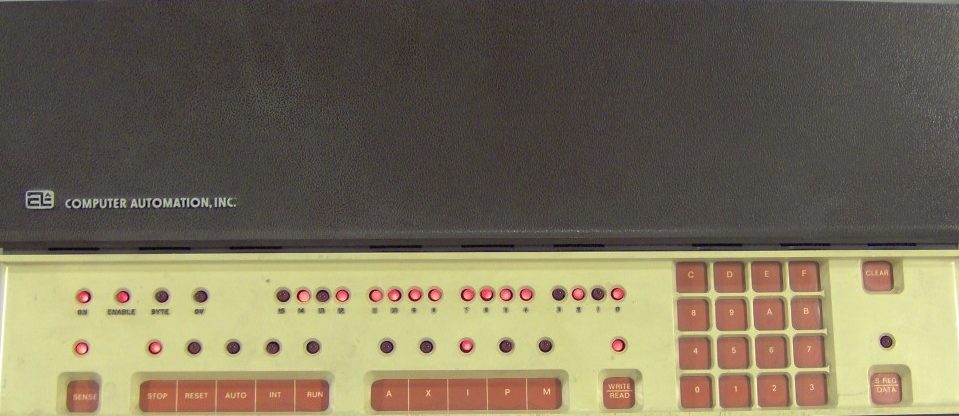
Minicomputer Front Panel
But it was easily expandable by the addition of plug-in “breadboard” I/O panels, and the development team soon had it coupled up to a high speed paper tape reader and punch for reading and storing programmes. A keyboard and CRT display soon followed. The unit was programmed in assembler language, which required considerable skill and patience to develop a bug-free working programme.
The machine was to be built around a rotary table (rather surprisingly not from OMT, but from Precision Grinding Ltd, Mill Green Road, Mitcham) to rotate the camshaft, and a linear axis to measure the cam lift. Considerable effort went into working out a reliable way of determining the angle of rotation that corresponded to the very peak of the cam (taking into account the “dwell” at this point), to create a master reference datum point for the camshaft.
Unfortunately for the development team, the sales force were prematurely enthusiastic about the project and a visit from a team of engineers from Citroen, who thought they had come over to view the finished product when in reality it was still in the early stages of development, caused considerable embarrassment all round. The demonstration did not go well, and the gloom was only increased by subjecting these gentlemen to a particularly second-rate English lunch. They didn’t place an order!
But the concept was sound, and good progress was being made before the project was quietly dropped in the face of redundancies throughout the group as trading conditions deteriorated at the end of the 1970’s. Within a few years a remarkably similar system was available from Adcole Corporation in the USA. Indeed, Newall Engineering purchased one of these Adcole machines when they were developing the Camtronic camshaft grinding machine. Like the proposed Newall Electronics machine, it used a minicomputer for the data crunching (A DEC PDP-11 in this case, with the application software running under the CP/M Operating System) but it had a vertical configuration instead of the Newall horizontal layout, boasted the capability of checking crankshafts as well as camshafts, and it used a laser-interferometer measuring system for superior accuracy.