Introduction:
Research for the Newtool pages began in the Spring of 2016, and they were last updated in July 2022. If you are aware of any errors, or would like to add further details or personal memories, please email david@newall.org.uk.
In June 2017 we were delighted to meet David Bennett, who worked for the company from its beginning until the demise of the robot project (see later). David provided much of the information that we have now been able to add to this part of the website.
David Edwards worked for the company from 1969 to 1977 and he got in touch with us in February 2018 to add a few more details. His wife, Elaine, also spent part of her working life there.
Important Note. Please be aware that we are unable to provide Service Manuals, Operating Instructions, Assembly Drawings or Electrical/Hydraulic/Pneumatic Schematics for any of the machines and instruments manufactured by the Newall Group; we simply do not have access to them. We are unable to help with the repair, refurbishment or operation of any of the products. All the data that we hold is available for free download from the “References” pages that can be found within the relevant sections on the Companies/Divisions tab.
Background:
The company really owed its existence to the closure in 1968 of another machine tool company, Smart & Brown, who closed their operations in Fakenham, Norfolk, after only about a year. Their employees had been on a government training scheme in Letchworth and Newall were quick to realise that here was a skilled pool of workers with the right sort of background to enable them to establish the tooling division that would support their existing machine tool businesses.
It seems the company established a novel system of management, under which employees shared in a twice-yearly bonus payment that reflected both the company’s profitability and the individual employee’s flexibility and performance. The company had approximately 55 employees during their most successful period. Here are the staff when the number of employees was about half that figure: [[We would still like someone to help put names to some of these people.]]

The company fostered an active social life among its workforce, with its own football team and a social club. This club promoted bands at various locations around the town, and once received death threats after scandalising some of the locals by putting on a “Gentlemen’s Evening” in the Community Centre, which proved so successful that another one followed, although not at the same venue!
Further details of the Division and some of its products were given in an article reprinted from Machinery, 2nd May 1973, which we have been able to make available here with the kind permission of Machinery, published by Findlay Media, a Mark Allen Group company – https://www.machinery.co.uk
Factories and Operations:
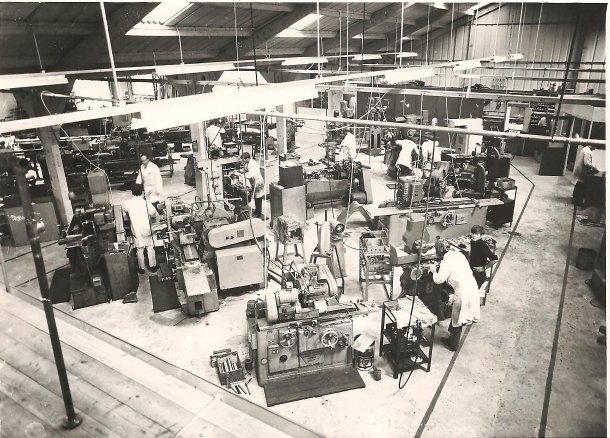
So, a few ex-Smart & Brown employees were soon recruited and The Tooling Division of the Newall Engineering Company was established in premises behind the Johnson Brothers garage in Fakenham, with Doug Stone as Works Manager and Chris Bull as Managing Director. The Division soon outgrew the original site in Greenway Lane and moved to a new, purpose-designed factory in George Edwards Road on the industrial estate in July 1971. Soon after the move, Alan Phillips took over from Doug Stone and Ed Murphy moved down from Keighley Grinders to become the new Managing Director. These photos show the new factory around that time:

Initially called the Newall Tooling Division, the company later became simply “Newtool”. It was set up specifically to make tooling for the Newall range of jig borers, but diversified into a number of other areas as described later.
As the business grew, more and more machine tools were required on the shop floor to satisfy demand for their products. It could be said that the shop floor became somewhat crowded, and manoeuvring large machines along the gangways to some parts of the factory proved challenging. On one occasion, it was deemed less disruptive to bring a new radial drilling machine in through the roof than to move lots of plant temporarily out of the way. Ed Murphy’s eldest son, Brian, contacted us in January 2019 and told us that his father grabbed this machine from a B. Elliot factory that was closing, because it was a rare capacity and would provide income from sub-contract work. The roof was clad in asbestos sheets, and after removing some of these the task of getting it into the factory was completed without major incident. The following photo was taken to record the event for posterity:

Unorthodox method of installing new machinery.
Brian has also been able to identify a photo of his father on our Photo Gallery page.
We have not yet been able to establish precisely when this Newall Division ceased trading but the site is now occupied by S.A.M. Windows & Conservatories, who kindly allowed us to photograph the building in August 2016:

Former Newtool Factory in 2016
The author realised he had found the right place as soon as he saw the still-visible logo imprinted in the door mat in the main entrance:

Doormat.
The author found himself driving past the factory site again in July 2022. The following photo shows how it looks now. It seems the premises were acquired by Toolstation in 2020.

Newtool Site in 2022
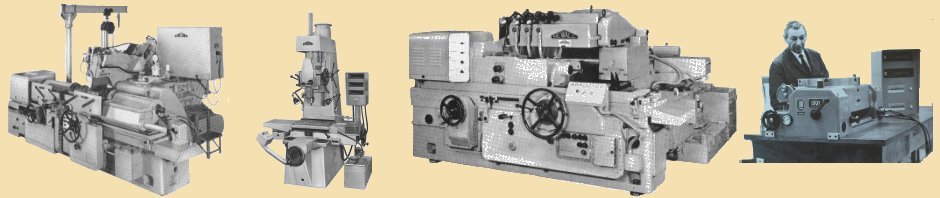
Standard Products:
The company initially concentrated on the production of boring heads and bars, tapping heads, collet chucks and specialised tapping lubricants. The main product lines were individual sets of tooling for Newall jig borers. The tooling was produced from scratch, including turning, heat treatment and finish grinding operations to very close tolerances. Each such tooling set was supplied to the customer in “Versatool” cabinets, with felt-lined tooling compartments in swing-out trays. These wonderful cabinets were tailor-made for Newall by Pinder, a sheet-metal fabrication company located in Peterborough, quite close to the No. 3 factory in Padholme Road.
Around the time of the move from Greenway Lane, the spares department for the entire range of Newall machines was established in Fakenham, followed by the same for the Burgmaster drilling machines (see our Newall Engineering Products Page 1), which Newall produced under licence. They had previously been manufactured in Germany. A range of carbide parting-off and trepanning tools was added to the Newtool portfolio, aimed mainly at the aerospace industry.
Newtool became selling agents for the well-respected Swiss-manufactured “Tapmatic” tapping and threading attachments for drilling/boring machines. These were not manufactured by Newtool, but simply imported and sold on. Two Newtool sales personnel (Keith Robotham and Chris Worship) later left the company and took the Tapmatic sales agency with them.
At one point, the company realised there was a niche market for a tap-sharpening machine, similar to the established Finny machine, so they set about designing one based on the Finny, but more modern in appearance. These small machines proved popular and were sold successfully around the world.
The Robot Project:
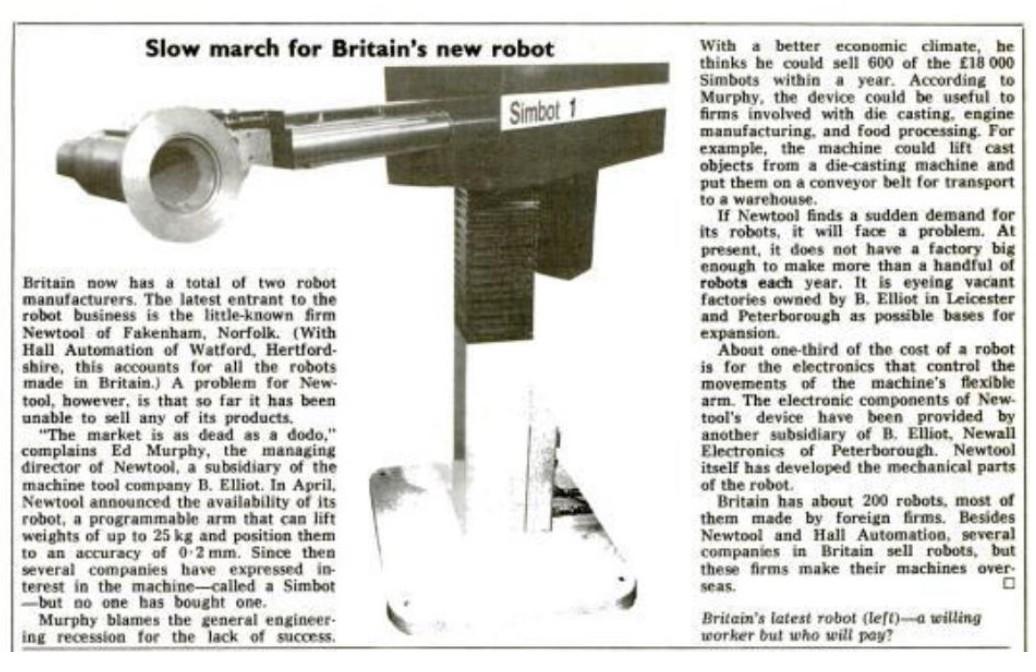
In the late 1970’s it was decided that Newtool would storm onto the robotics scene with a simple robot (called Simbot 1) designed for basic tasks such as unloading parts from a die-casting machine or placing packages on a conveyor belt and so on. It was hydraulically operated and was designed to handle a payload of up to 25Kg. We now know that the project was driven forward in particular by two people, Alan Phillips and David Bennett, with Alan looking after the mechanical aspects while David took responsibility for the hydraulics.
It had three axes of motion (vertical, horizontal and rotary) with various options for manipulators on the end of the horizontal arm. Sales prospects looked very bright: Cadbury’s were interested in using it to place chocolates in boxes, and Perkins Engines were talking of buying serious numbers of them for use on their assembly line. Perkins liked the idea of having common robotic “hubs” with just different but interchangeable manipulators to handle components such as crankshafts, camshafts and con-rods. Clearly, the maintenance benefits of this approach were attractive to them. Projected sales such as these led to the exciting claim that the company was preparing to manufacture up to 600 per annum initially.
The following brief article appeared in New Scientist, 7th August 1980.
Sister company Newall Electronics was engaged to develop a control system for it (including their new “Spherosyn” position feedback transducer) and a completed robot was exhibited at the 1980 machine tool show at the National Exhibition Centre. In an attempt to emphasise the versatility of the Simbot, a demonstration was set up in-house in which the robot retrieved a cup of coffee from the factory coffee machine and handed it to the senior manager visiting the factory on that day.
But that demonstration seems to have been in vain because the venture never really got off the ground before the Newall Group’s owners, B. Elliott, decided that robotics should not form part of the group’s portfolio, put a stop to development and gifted the whole project, lock stock and barrel, to Edinburgh University. Despite attempts by the author, we have been unable to determine if any aspect of the Simbot project was ever used. Certainly, no robot was ever sold by Newtool, and the huge disappointment of 2 years of wasted effort led directly to David Bennett’s resignation from the company. However, the experience gained on Simbot resulted in him forming his own hydraulics company, in which he is still active (2017).
Assisting Other Group Companies:
Newtool seemed to have the flexibility to ride to the rescue and take on quite daunting manufacturing work from other companies within the group. One wonders if they were seen as a knight in shining armour or an armed highwayman by those on the receiving end of their services! In addition to providing tooling for Newall Engineering’s jig borers, Newtool also made some component parts for the turret drilling machines produced for a short while by Newall-Burgmaster in Croydon.
In 1980, when B. Elliott closed the small Peterborough factory of Elliot Machine Tools (confusingly similar name to the new parent company), Newtool took over production of some of that company’s small milling machines.
Later, after the closure of the OMT factory in Helston, the Newtool factory was extended and adapted to provide a home for the remnants of OMT to carry on production, albeit on a smaller scale. The Fakenham factory succeeded in accommodating the manufacture of rotary tables, lenses, diffraction gratings and other optical components, and the OMT products were the most buoyant part of the Fakenham factory business for some time.